ENGINEERING
Company engineering policy
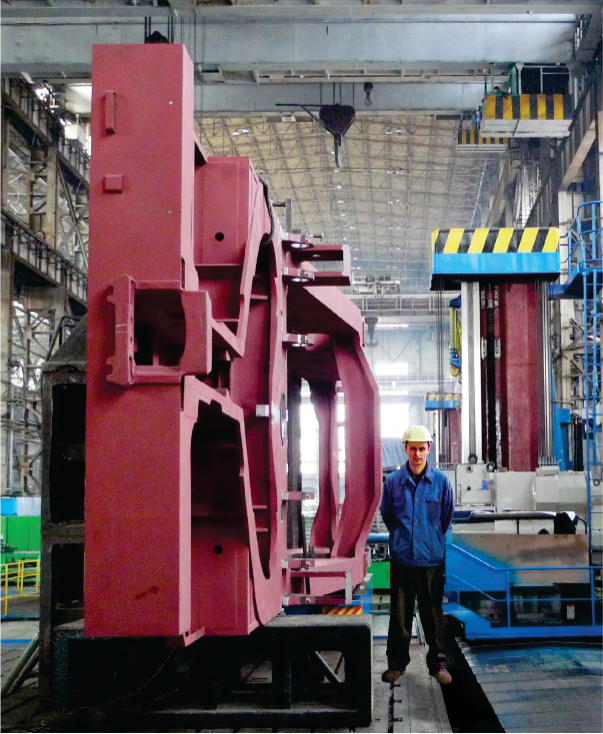
Design-and-engineering and research-and-development school of NKMZ is known for its unique machines in the field of rolling-mills, draglines, press-forging and handling equipment engineering.
Company engineering policy consists in bringing scientific-research and experimental development works to production stage.
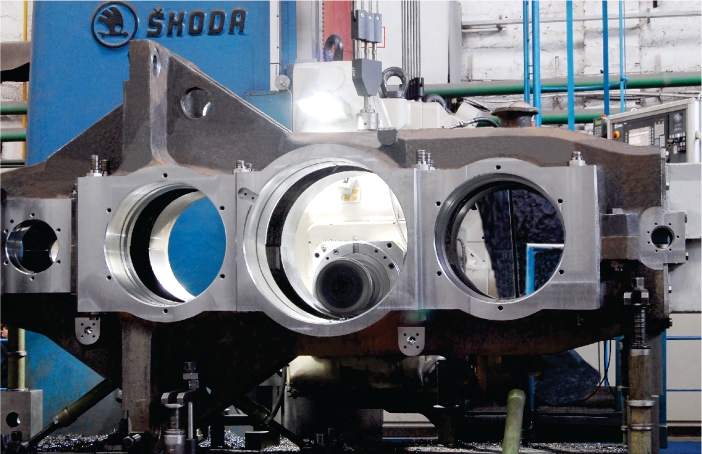
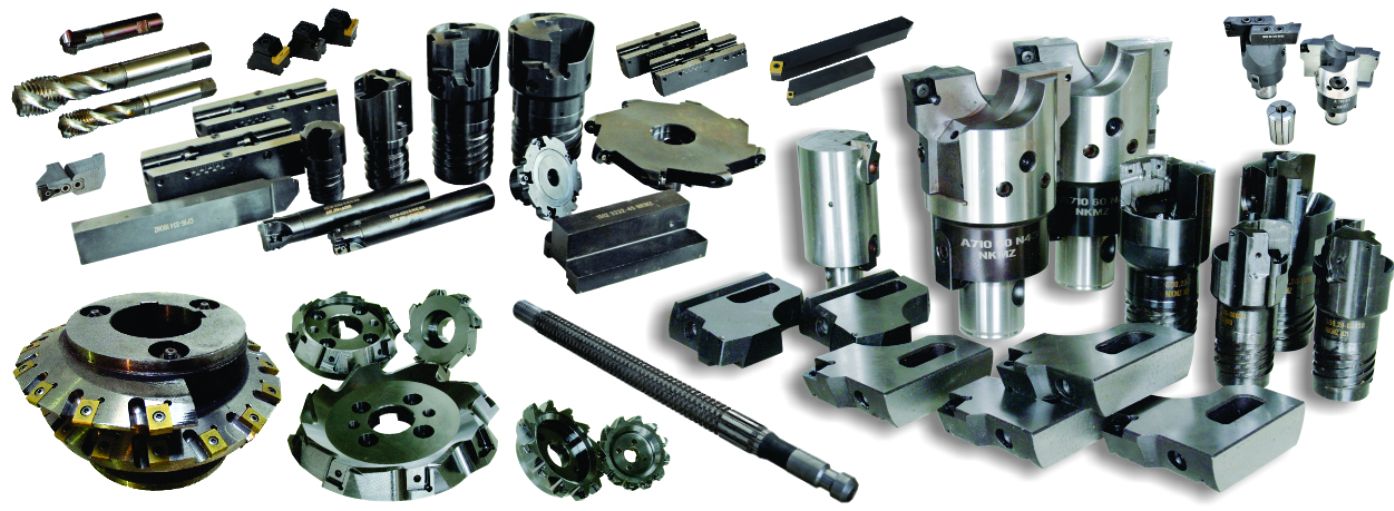
Due to this policy conditions for continuous implementation of advanced technological processes in metallurgical, welding, mechanical assembly and other divisions are created.
Computer system of production design engineering used at NKMZ is based on modern software and hardware facilities. It realizes product data management through the whole life cycle: from conceptual engineering to operation stage.